Metal Spinning Technology Workpiece Beading
Date: Nov,05 2020 View:
Metal Spinning Technology—Workpiece Beading
(1) For beading, a flange must be left on the workpiece or a machining allowance to be flanged at the mouth. The flange should be as perpendicular to the axis of the workpiece as possible; otherwise, the flange is prone to waist folding during beading and cannot be done normally. In addition, pre-bending to prevent wrinkles before spinning can smoothly complete the beading after spinning.
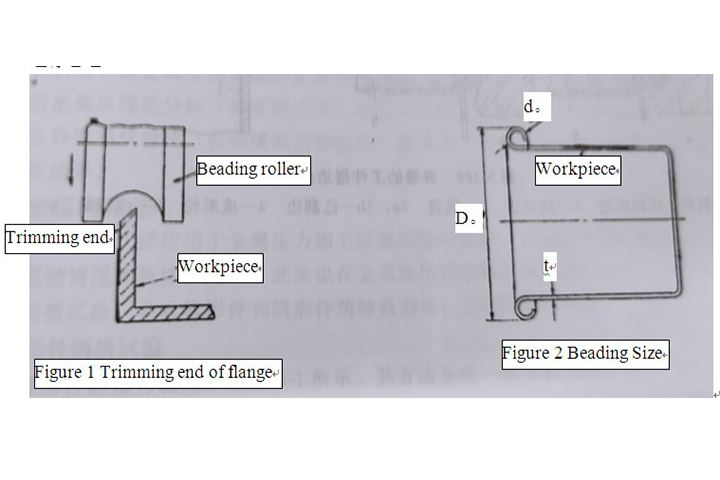
(2) As shown in Figure 1, it is best to carve a single-side groove in advance on the flange of workpiece, so as to obtain a perfect beading.
(3) Excessive winding may increase the surface roughness or cause surface peeling.
(4) Usually, most beadings are circle, and two processes are required to complete the square beading. When the shape does not need to be too accurate, a corner beading roller can be used for one-step forming.
(5) Wherever circle beading can be done, square beading can generally be done.
(6) Sometimes the flange end of workpiece becomes thicker due to deep drawing and spinning, then the thickened part can be turned away, and then do beading on the flange.
(7) As shown in Figure 5-187, it is best to make d。/ t be 5-7, D。/ t>30, beading should be carried out according to this ratio as much as possible.
(8) The part of workpiece to be beaded is formed by multiple deep drawing and spinning, and the material is prone to fatigue, or when workpiece and mandrel do not fit well, the beading often cannot proceed smoothly.
(9) It is more difficult to do beading at the end of cylindrical part axially, and it is more difficult to do beading inside. For this reason, the structural shape of beading roller and the trimming shape of workpiece end before beading should be considered. At the same time, the diameter of beading roller should be reduced and workpiece thickness should be as uniform as possible.
(10) It is more difficult to do beading when the flange is wide than the flange is narrow.
(11) The wrinkles generated during the beading of workpiece are the main reasons for the failure of beading. The main factors are as following: the wall thickness of workpiece is too thin (<1.5mm); the feed speed of beading roller is too fast during beading; the uneven thickness caused by multi process; Big roundness deviation; Incorrect workpiece clamping, etc.
(12) Since stainless steel has severe work hardening during stamping and pre-forming, it is more severely hardened by spinning forming. Therefore, it is easy to wrinkle and crack and is difficult to do beading, so heat treatment or pre-bending should be carried out.
(13) When do beading on stainless steel parts, the beading roller is easy to wear, so it is best to use GCr15 bearing steel or cemented carbide.
(14) When beading aluminum workpiece, 45# steel or other carbon tool steel can be used to make beading rollers, and lubricants are required.






