Pressure Vessel Dish End Spinning Technological Process
Date: Mar,17 2020 View:
Pressure Vessel Dish End Spinning Technological Process
The dish end is the element that used to close the end of the pressure vessel to isolate the internal and external media. The dish end of a cylindrical container is generally a revolving shell. According to the shape of its surface, it can be divided into convex shape, conical shape, flat shape and combination shape. A convex dish end refers to a dish end with a convex outer surface shape, such as a hemispherical, elliptical, dish-shaped, and spherical dish end with no hem. Some gas cylinders use a combined bottom dish end with a convex facing inward, which can not only ensure the strength, but also meet the requirements for safe use.
Here is the simple introduction of dish end spinning technological process.
1) Feed inspection. Carry out quality inspection, thickness inspection and interlayer inspection according to the surface flaw inspection standards and sandwich inspection standards for pressure vessel steel plates. If harmful defects are found, color inspection or ultrasonic inspection shall be performed.
2) Cutting and welding. To spin dish ends of low-carbon steel, high-strength steel and low-temperature steel with an inner diameter less than 3200mm, use the entire steel plate without weld; If spin stainless steel and other special steel heads with a diameter more than 3200mm, use welded steel plates. After welding, sand the two sides of the welding seam with a sander, and then use coloring to penetrate the flaw inspection, and cut the qualified product to a circular blank of the required size.
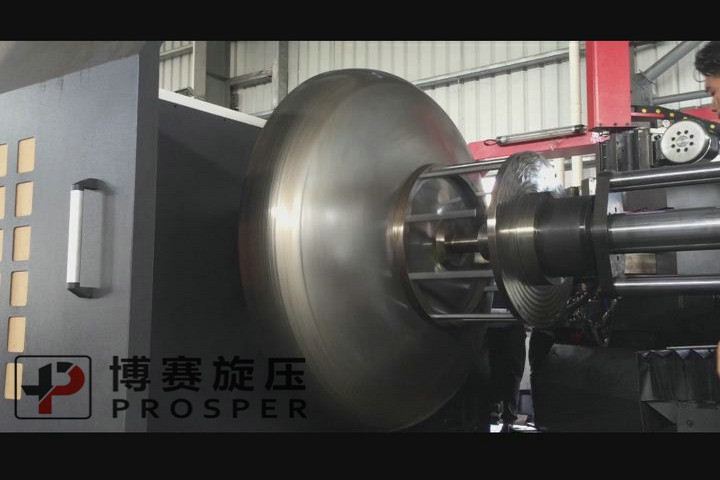
3) Spin forming. Strictly check the mold, adjust the equipment and select the process parameters. If a one-step spinning machine is used, the blank is clamped and rotated out of the dish end at one time, and the flange edge and the welding groove are turned on the machine. If a two-step method is used, the flat blank is first pressed into a disc-shaped semi-finished product on a drum press, and then moved to a spinning machine for flanging.
4) Heat treatment. Heat treatment is to eliminate internal stress according to different materials, such as aging treatment.
5) Hit the bevel. The spin-formed dish end can bevel according to the user's requirements. The dish end of low-carbon steel, high-strength steel and low-temperature steel can be beveled by an automatic gas cutting machine, and the plasma cutting machine of stainless steel and special steel. For small and medium diameter dish ends, an accessory turning tool mounted on the spinning machine can be used for beveling.
6) Check. In order to ensure product quality, the inspection in each process should be combined with the final inspection.